



میلگرد
میلگرد CK45
میلگرد CK45 میلگرد CK45 یکی از انواع میلگردهای فولادی است که به دلیل ویژگیهای فیزیکی و مکانیکی خاص خود، در
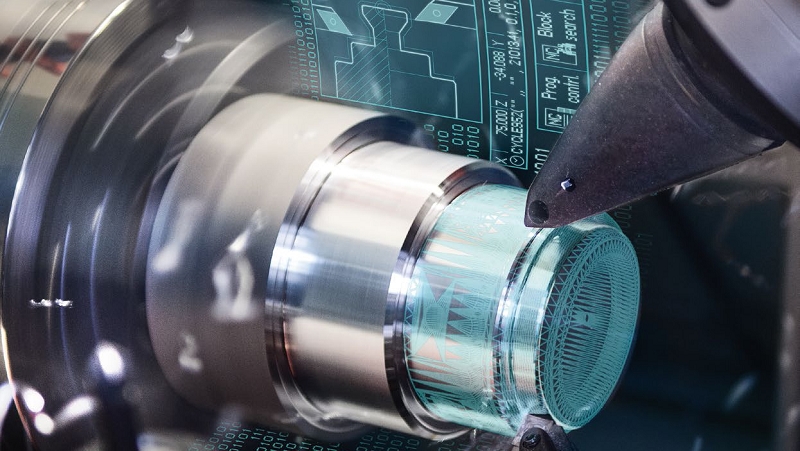
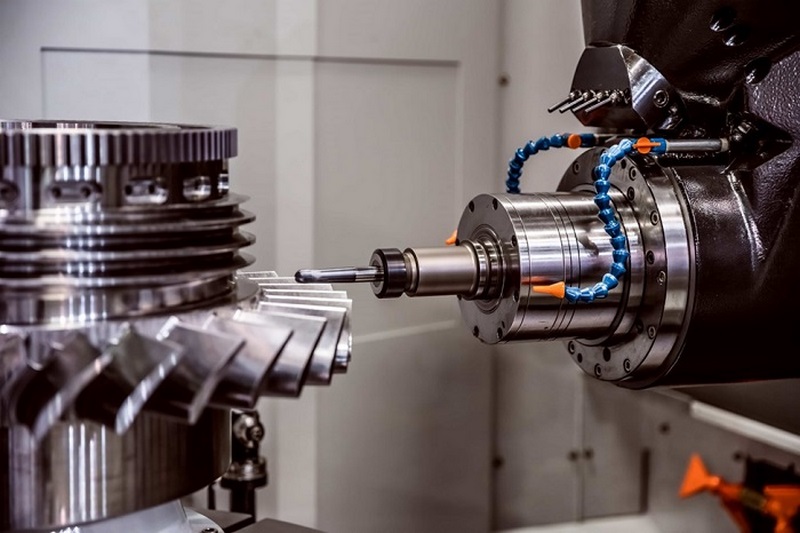
ماشینکاری آلیاژهای آلومینیوم ، آلومینیوم (به انگلیسی: Aluminum) بهطور کلی یک فلز خوشتراش میباشد. و در مقایسه با فلزات دیگر ماشینکاری مناسب و خوبی دارد و مصرف انرژی کم و برادهها به راحتی جدا میشود. کیفیت سطحی خوبی میتوانیم ایجاد کنیم . عمر ابزار در مقایسه با فلزات دیگر در اکثر موارد بالاست. و به نیروهای زیادی احتیاج نداریم و میتوانیم با نرخ بالایی تولید کنیم. ولی خوب پارامترهای مختلفی روی این قابلیت ماشینکاری آلومینیوم تأثیر گذار است. خواص مکانیکی، خواص شیمیایی و خواص حرارتی .

بهطور کلی ملاحظات ویژهای که برای ماشینکاری آلیاژهای آلومینیوم (به انگلیسی: Aluminum Alloy) درنظر باید گرفت.

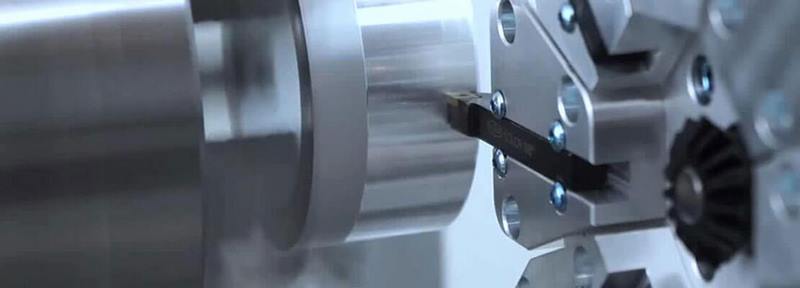
ابزار باید چند ویژگی داشته باشد. یکی از آنها خوب متریال را جدا و آن را از سطح ماشینکاری دور کند. نکتهای که باید رعایت شود این است که قطعه آلومینیومی به ابزار نچسبد. چسبیدن آلومینیوم به سطح ابزار اصلاً مطلوب نیست. چسبیدن میتواند برای آلیاژهایی که خیلی نرم و شکلپذیر است، به راحتی اتفاق بیفتد و باید از این اتفاق جلوگیری شود. یکی از راههایی که جهت جلوگیری از این چسبندگی انجام میشود استفاده از یکسری پوششهایی بر روی ابزارها میباشند. همانند تیتانیوم نیترات TiN (به انگلیسی: Titanium Nitride) یا تیتانیوم کربن نیترات TiCN (به انگلیسی: Titanium Carbon Nitride) که به روش PVD (به انگلیسی: Physical Vapor Deposition) روی ابزار پوشش دهی میکند. این کار تماس مستقیم متریال ابزار و آلومینیوم را کم میکند. این پوششهای سخت هستند و باعث میشود که آلومینیوم به ابزار نچسبد.

عمر ابزار (به انگلیسی: Tool Life) نشاندهنده این است که با یک ابزار چقدر میتوان ماشینکاری را انجام داد . در ریز ساختار این سیلیکونها فازهای سخت و درشتی هستند و میتوانند به ابزار آسیب بزنند.
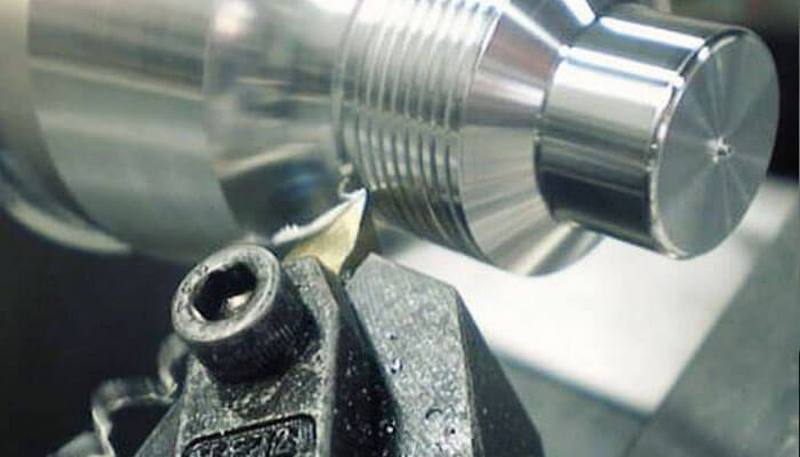
ایجاد براد در آلومینیوم دارای یک سری ملاحظاتی میباشد. در آلیاژهایی که فوقالعاده شکل پذیرند و نرم اند اتفاقی میافتد و آن اتفاق این است که در منطقه شکلگیری اولیه (به انگلیسی: Primary Shearing Area)، نوک ابزار، سرعت حرکت مواد کم میشود. در نوک ابزار تکه ای از آلومینیوم به نوک ابزار میچسبد که به آن لبه انباشته(BUE) (به انگلیسی: Build Up Edge) میگویند. لبه انباشته سبب میشود که مدام ساخته شده و بعد کنده شود و نوک ابزار را به جای اینکه حالت تیز داشته باشد یک حالت کندی در نوک ابزار ایجاد میکند. و نوک ابزار و از جایی که باید قرار داشته باشد جابهجا میکند و کیفیت ماشینکاری و کیفیت سطحی را از بین میبرد.
با توجه به مدول الاستیک پایین آلومینیوم هر چقدر حجم متریالی که قرار است در ماشینکاری از قطعه آلومینیومی برداشته شود بیشتر باشد، نیروی بیشتری به قطعه اعمال میشود. این تغییر شکل الاستیک یعنی متریال از مکان خود جابجا و در حال ماشینکاری شکل هندسی دیگری میگیرد. به محض اینکه نیرو از روی متریال برداشته شود به مکان اولیه خود برگشته و دیده میشود که ابعاد مورد نظر حاصل گردیده است.

وقتی دقتهای ابعادی بالا مد نظر باشد علاوه بر اینکه خوب باید برادهها را دور کنیم باید از چسبیدن آن به ابزار جلوگیری کنیم . بعضی از آلیاژهای مثل ۲۰۰۸ حساس ترند. نکات دیگر اینکه برای محیط زیست مشکلی نداشته باشد، در آن قارچ هم رشد نکند. موضوع دیگری که در ماشینکاری آلومینیوم خیلی مهم بوده اینست که وقتی که قطعه آلومینیومی داغ میشود و بخاراتی ایجاد بشود که شامل اکسید آلومینیوم و ذرات فلزی اند که اینها بسیار خطرناک اند. از دیگر کاربردهای روانکار اینست که از تشکیل این بخارات که برای سلامتی مضر هستند، جلوگیری کند.
در صنایع مختلف آلومینیوم ماشینکاری میشوند. اما در نیروهای ماشینکاری و سرعتهای ماشینکاری تفاوتی با یکدیگر دارند.
گروه صنعتی فولاد کاران از سال ۱۳۷۰فعالیت خود را در زمینهی تولید و تامین مقاطع مختلف فولادی و آهن, از قبیل میلگردهای فولادی و آلیاژی , میلگردهای ساختمانی, انواع مقاطع ترانسمیسیون , ورقهای آلیاژی , ورقهای روغنی و سیاه و گالوانیزهی هفت الماس ,آغاز نموده است . تلاش مجموعه فولادکاران در این مدت در جهت رضایتمندی و تامین دقیق سفارشات معطوف بوده است.
ما را در شبکههای اجتماعی دنبال کنید:
اینستاگرام : https://www.instagram.com/folad_karan_tehran
فیسبوک: https://www.facebook.com/jamal.fazli.948
لینکدین: https://www.linkedin.com/in/jamal-fazli-65890a1b6
پینترست: https://nl.pinterest.com/fuladk
آپارات: https://www.aparat.com/FuladKaran
میلگرد CK45 میلگرد CK45 یکی از انواع میلگردهای فولادی است که به دلیل ویژگیهای فیزیکی و مکانیکی خاص خود، در

کاربرد فولاد D2 فولاد D2 یک فولاد ابزار با کربن بالا و کروم بالا است که به دلیل خواص فیزیکی

فولاد D2 چیست؟ خوب است بدانید؛ فولاد D2 یکی از انواع فولادهای ابزار است که به دلیل ویژگیهای خاص خود