




فولاد
تفاوت فولاد CK45 و MO40
تفاوت فولاد CK45 و MO40 در صنعت ساخت و تولید، انتخاب فولاد مناسب برای قطعات و تجهیزات مختلف از اهمیت
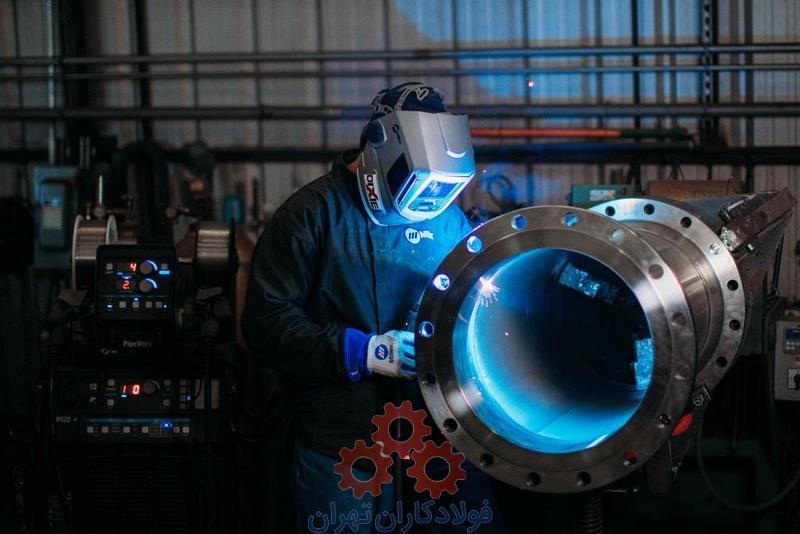
جوشکاری فولاد زنگ نزن آستنیتی (Austenitic Stainless Steel Welding) از دو نظر دارای اهمیت است:
ویژگیهای مهم فولادهای زنگ نزن، جوشپذیری بالا یکی از ویژگیهای حائز اهمیت است که باعث استفاده گسترده این فولادها در صنایع مختلف میشود. برای مثال، فولادهای زنگ نزن آستنیتی در ساخت مخازن تحت فشار، تانکهای ذخیره، کارخانجات شیمیایی و حتی در مصارف خانگی استفاده میشوند.
در فولادهای زنگ نزن آستنیتی، عملیات جوشکاری معمولاً با ترکیب شیمیایی، خواص مکانیکی و چقرمگی قابل قیاس با فلزات پایه صورت میگیرد. همچنین، این فولادها از حساسیت کمتری نسبت به ترکهای سرد برخوردار هستند و به دلیل ساختار پایدار خود، نیازی به پیشگرمایش یا عملیات حرارتی پس از جوشکاری ندارند.
از آنجا که فولادهای زنگ نزن آستنیتی غیرمغناطیسی هستند، در حین جوشکاری وزش قوس ایجاد نمیشود. به علاوه، در مقایسه با فولادهای کربنی، کم آلیاژ و سری ۴۰۰ زنگ نزن، فولادهای آستنیتی نقطه ذوب پایینتر، مقاومت الکتریکی بیشتر، هدایت حرارتی کمتر (۳۰%–۵۰%) و ضریب انبساط حرارتی بیشتری (۵۰%) دارند.
به دلیل این ویژگیها، نیاز به حرارت ورودی کمتر (جریان کمتر) و تجمع حرارت فقط در نزدیکی منطقه جوش وجود دارد. برای اطمینان از انعطافپذیری کافی جوشها در فولادهای زنگ نزن و تحمل مقدار قابل توجهی انقباض، کنترل دقیق حرارت ورودی ضروری است. در غیر این صورت، جوشها ممکن است در فرآیند خنک شدن ترک بخورند.

جوشکاری SMAW، روشی سریع و رایج با کاربردهای فراوان در زمینه فولادهای زنگ نزن است، به خصوص برای اشکالی که نمی توان با روش های جوشکاری اتوماتیک آن ها را به هم متصل کرد. الکترود ها را بر اساس ترکیب آلیاژ و بر اساس پوشش انتخاب می کنند. پوشش الکترودها معمولا مواد با پایه آهک یا تیتانیا است. که به نوع جوش و تجهیزات مصرفی وابستگی دارد. حمل و نقل و نگهداری الکترودها از اهمیت زیادی برخوردار است زیرا پوشش الکترودها تمایل به جذب رطوبت دارند و حضور رطوبت در حین جوشکاری منجر به تخلخل می شود.
روش GTAW به راحتی انواع فولاد زنگ نزن را جوش داده و به طور گسترده برای اتصال لوله به لوله گیر و جوشکاری مبدل های حرارتی پوسته لوله به کار می رود. در این روش عمدتا فلز پر کننده به شکل دستی توسط جوشکار تزریق می شود، اما این روش به خصوص برای قطعات ضخیم آهسته است.برای دستیابی به نرخ رسوب گذاری بالا، این فرآیند می تواند به صورت اتوماتیک انجام بگیرد و سیم پرکننده به روش مقاومتی گرم شود. به این فرآیند GTAW با سیم داغ اطلاق می شود. و سرعت جوش را 100% افزایش می دهد. در نوع دیگری از GTAW از قوس پالسی استفاده می شود. در این فرآیند، قوس پالسی کنترل حوضچه مذاب را ممکن می کند تا به این وسیله نفوذ افزایش یافته و تخلخل کاهش یابد.استفاده از لنز گاز در جوشکاری TIG فولاد زنگ نزن آستنیتی شدیدا توصیه می شود.
لنز گاز قطعه ای از جنس مس و برنج با لایه هایی از توری های فولاد زنگ نزن است که جایگزین حلقه معمول در مشعل GTAW می شود. لنز گاز به توزیع یکنواخت گاز در اطراف قوس و حوضچه جوش کمک می کند و به سرمایش جوش نیز کمک می کند.جوش هایی با نفوذ کامل به پشت بندی گازی (back purging) نیاز دارند که در این روش قسمت پشت جوش را گازهای خنثی می پوشانند. انجام می شود تا قسمت زیرین جوش از عناصر موجود در اتمسفر محافظت شوند.در نهایت باید توجه داشت که مقدار کافی گاز پس از جوشکاری باقی بماند (جریان پس از جوشکاری). بهترین راه جوشکاری حفظ 1 ثانیه از جریان پس از جوشکاری به ازای هر 10 آمپر جریان جوشکاری است که در حین جوشکاری رخ می دهد.
جوشکاری GMAWبه طور کلی GMAW چهار برابر سریعتر از GTAW است. بر اساس روش انتقال فلز، سه روش جوشکاری GMAW وجود دارد که عبارتند از:1- انتقال با اسپری کردن2- انتقال اتصال کوتاه3- انتقال پالسیجوشکاری قوس اسپری اساسا یک روش جوشکاری تخت است. روش های انتقال اتصال کوتاه و اسپری پالس را می توان در تمام موقعیت ها استفاده کرد. نوع جریان جوشکاری مورد استفاده برای GMAW به نوع نفوذ مورد نظر بستگی دارد. در روش GTAW بالاترین نفوذ زمانی به دست می آید که پلاریته مستقیم وجود داشته باشد در حالی که بیشترین نفوذ در روش GMAW با پلاریته معکوس (الکترود مثبت) بدست می آید.
فرآیندهای جوشکاری SMAW ،SAW ،GMAW ،GTAW و PAW به طور گسترده برای اتصال فولادهای زنگ نزن استفاده می شوند. عموما، فولادهایی که حاوی آلومینیم یا تیتانیم یا هر دو عنصر باشند می تواند با فرآیند های گاز محافظ مانند SMAW و GTAW جوشکاری قوس شوند. برای فرآیند GTAW، باید از جریان مستقیم، پلاریته مستقیم و الکترود تنگستن با 2 درصد توریوم استفاده کرد. فولادهای زنگ نزن آستنیتی مشکلات خاصی با جوشکاری TIG دارد که از جمله می توان به رسوب کاربیدها و اعوجاج اشاره کرد. جوشکاری SAW هنگامی که جوش آستنیتی یا کم فریت مد نظر باشد، توصیه نمی شود. اگرچه هنگامی که درصد فریت جوش تا 4 درصد هم قابل قبول باشد، مناسب است.
اخیرا، درخواست برای جوشکاری FCAW فولادهای زنگ نزن به طور قابل توجهی افزایش یافته است. زیرا این فرآیند نقش به سزایی در بهبود سطح بدنه و بهبود بازدهی جوشکاری فولاد زنگ نزن دارد. از جوشکاری اکسی فیول (Oxyfuel welding) فولاد زنگ نزن باید خودداری کرد زیرا حرارت بالا است و احتراق گاز منواکسید و دی اکسید کربن و مونواکسید کربن تولید می کند که فلز جوش را کربوره کرده و احتمال حساس شدن را افزایش می دهد.
بنابراین جوشکاری اکسی فیول به جز در مورد تعمیرات اورژانسی درحالتی که تجهیزات جوشکاری قوس در دسترس نباشد توصیه نمی شود. توصیه می شود که شعله خنثی یا اندکی احیایی باشد. جوشکاری قوس کربن به دلیل خطر کاهش مقدار کربن توصیه نمی شود. در شرایطی که خوردگی شدید نباشد می توان از الکترود مصرفی CO2استفاده کرد. اگر مقاومت به خوردگی از اهمیت زیادی برخوردار باشد جوشکاری قوس فلزی با الکترود پوشش دار یا یکی از گازهای خنثی می تواند مورد استفاده قرار گیرد.

برای بهبود خواص جوش های این محصولات انتخاب دقیق مواد مصرفی جوش و فرآیند تولید اجباری است. استاندارد AWS A5.4، مشخصات مقاومت به خوردگی الکترودهای جوشکاری با پوشش کروم و فولادکروم – نیکل، لیست انواع، ترکیبات و سایر داده ها برای الکترودهای استاندارد. پر کننده های فلزی AWS ER 3xx یا فلز پر کننده سری 300 در 90% موارد برای فولادهای زنگ نزن به کار می روند. چنین جوش هایی مقاومت به خوردگی بالا، چقرمگی و استحکام بالا در دماهای بالا و پایین در شرایط پس از جوشکاری نشان می دهند. مواد پر کننده پیشنهادی و فولادهای آستنیتی در جدول زیر ذکر گردیده است.
| فلز پر کننده برای فولاد زنگ نزن آستنیتی | |
| فلز پایه | فلز پر کننده |
| تیپ ۳۰۱، ۳۰۲ و ۳۰۴ | AWS E308/308L |
| تیپ 304L | AWS E308L |
| تیپ 316 و 316L | AWS E316L |
| تیپ ۳۱۷ | AWS E317L |
| تیپ ۳۲۱،۳۴۷ | AWS E347 |
ترکیب گازهای مورد استفاده برای فولادهای زنگ نزن، معمولا حاوی آرگون است زیرا ذاتا خنثی بوده و توانایی آن در سهولت ایجاد قوس و سازگاری با انتقال اسپری فلز است. برای برخی از فرآیندهای جوشکاری ممکن است از هلیوم برای هدایت حرارت بیشتر به فلز پایه، افزایش نفوذ جوش و بهبود سیالیت حوضچه جوش استفاده کرد.
در GMAW و FCAW گاز اکسیژن و دی اکسید کربن به گاز محافظ افزوده می شود تا پایداری گاز و سیالیت حوضچه مذاب بهبود یابد. در موارد خاصی، نیتروژن یا هیدروژن به طور کنترل شده برای بهبود خواص جوش و ظاهر گرده جوش در فولاد زنگ نزن آستنیتی به کار گرفته شد.
آماده سازی جوش برای فولاد زنگ نزن مشابه با آماده سازی فولادهای کربنی است و با ماشین کاری، سمباده زنی و برش پلاسما انجام می شود.
نفوذ جوش معمولا در فولاد های زنگ نزن نسبت به فولادهای کربنی کمتر است، بنابراین آماده سازی زوایای جوش بزرگتر، پیشانی پخ کوچکتر، فاصله ریشه عریض تر و مهارت های جوشکاری بیشتری برای اطمینان از نفوذ کافی بدون ایجاد عیوب ریشه نیاز است.
برای بدست آوردن جوش های سالم بدون ترک و ترد، سطح باید پیش از جوشکاری پاکسازی شود. ناحیه ای که باید پیش از جوشکاری تمیز شود سطوح شیاردار جوش و سطوح جانبی برای حداقل ۰.۵ اینچ در هر طرف است. مهم ترین انواع آلودگی های سطح عبارتند از آهن و آلودگی های آلی.
بر حسب اتفاق، تجهیزات شکل دهی و ابزارهایی که از فولاد کربنی ساخته شده اند، می توانند ذرات آهن را روی سطح فولاد زنگ نزن به جای بگذارند. از آنجایی که زنگ آهن نسبت به سطح آستنیتی آندی است، خوردگی گالوانیکی رخ می دهد و منجر به ایجاد حفره می شود. بنابراین، مطلوبست هنگام ساخت از ورق های پلاستیکی یا مقوایی روی ماشین آلات فولاد کربنی و کارخانه ها و تجهیزات حمل و نقل استفاده شود تا از نشست کربن روی سطوح زنگ نزن جلوگیری شود. باید این ذرات آهن را با اسید شویی حذف کرد. همواره از چرخ های اکسید آلومینیم برای این کار استفاده می شود و نه کاربید سیلیسیم. کاربید ممکن است با کروم واکنش بدهد. و مقاومت به خوردگی فلز جوش را تحت تاثیر قرار دهد.
در مرحله ساخت، آلودگی های آلی روی سطوح فلز در نتیجه استفاده از گریس، روغن، مایعات تراشکاری، علایم، رنگ و مواد جسبناک ایجاد می شود. حتی مقدار کم این آلودگی ها می تواند منجر به ایجاد ترک یا تردی در جوش یا HAZ شود. برای جلوگیری از این کار، باید اطمینان حاصل کرد که فلز پایه و پر کننده تمیز هستند. حذف آلودگی های آلی به طور کامل با چربی زدایی با محلول غیر کلریدی انجام می گیرد. لایه های اکسیدی را می توان با روش های مکانیکی یا اسید شویی با محلول 10 تا 20 درصد اسید نیتریک از بین برد. روش های مکانیکی تمیز کردن سطوح اکسیدی شامل:

چند فرآیند جوشکاری و ملاحظات در انتخاب مواد وجود دارد. که برای ایجاد جوش های بی عیب و نقص با خواص مناسب در فولادهای زنگ نزن آستنیتی باید در نظر گرفته شود. برخی از این ملاحظات عبارتند از:

گروه صنعتی فولاد کاران از سال ۱۳۷۰فعالیت خود را در زمینهی تولید و تامین مقاطع مختلف فولادی و آهن, از قبیل میلگردهای فولادی و آلیاژی , میلگردهای ساختمانی, انواع مقاطع ترانسمیسیون , ورقهای آلیاژی , ورقهای روغنی و سیاه و گالوانیزهی هفت الماس ,آغاز نموده است . تلاش مجموعه فولادکاران در این مدت در جهت رضایتمندی و تامین دقیق سفارشات معطوف بوده است.
ما را در شبکههای اجتماعی دنبال کنید:
اینستاگرام : https://www.instagram.com/folad_karan_tehran
فیسبوک: https://www.facebook.com/jamal.fazli.948
لینکدین: https://www.linkedin.com/in/jamal-fazli-65890a1b6
پینترست: https://nl.pinterest.com/fuladk
تفاوت فولاد CK45 و MO40 در صنعت ساخت و تولید، انتخاب فولاد مناسب برای قطعات و تجهیزات مختلف از اهمیت

تسمه CK45 چیست؟ تسمه CK45 یکی از محصولات فولادی مهم و پرکاربرد است که به دلیل خواص مکانیکی برتر و

لوله مانیسمان رده 80 چیست؟ مانیسمان رده 80 یا لوله مانیسمان رده 80، یکی از انواع لولههای بدون درز (Seamless)